I. Preparation
A. Layout all required tools and materials for barreling as listed below.
- Vise & bushing
- Receiver wrench
- Barrel and handguard ring
- Receiver
- Anti seize or moly grease
- Torque wrench
- Breaker bar and cheater pipe
- Small level (Machinist, pocket or torpedo)
- 3/8" allen wrench
- Rosin
- Solvent (acetone, thinner, alcohol, etc.) and rag or paper towel
B. Before beginning, make sure that the barrel will hand-tighten to approximately 11:00 before attempting to permanently attach to the receiver. Adjust barrel shoulder (NOT rcvr) on lathe to adjust hand timing. Other 'hand tool' methods should work too but are beyond the scope of these directions.
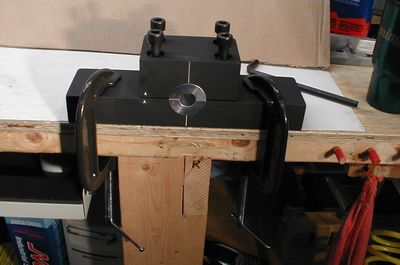
C. Secure the vise to the edge of a sturdy bench top with through bolts or appropriately sized c-clamps, such as 5" or 6" clamps. Ensure that you position the vise so you have adequate room to work with breaker bar.
D. Clean the barrel bushings and the rear (shoulder end) of barrel with solvent to remove all traces of oil or grease.
E. Clean the threads on the barrel and inside the receiver and wipe dry with a clean rag or paper towel. Apply a small amount of anti-seize or moly grease to the barrel threads.

II. Secure the Barrel in the Vise
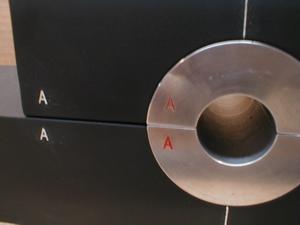
A. Place bottom half of the bushing in the bottom half of vise body orienting the "RCVR" and the arrow towards the front (facing you). The bushing is tapered to match the contour of the barrel so it is VERY IMPORTANT to ensure you have the bushing installed in the correct direction with the arrow facing you.
B. Lightly dust the two bushings and the forward section of barrel that will be clamped in the bushings with the supplied rosin.
(CAUTION: the rosin is hazardous and care should be taken not to inhale or ingest.)
C. Place the barrel at about its mid section in the vise bushing and push it forward until the barrel fits snug in the tapered bushing.
Be careful not to place barrel in bushing too far forward or bushing will compress to barrel making it "stick", and be difficult to remove.
D. Place the other bushing on top of the barrel. Carefully align the gap between the two bushings to be even on both sides of the barrel. Top and bottom sections of the bushing gap edge should be parallel.
E. Place the top half of the vise body on bushing (being careful to maintain the alignment in the previous step) and insert the cap head bolts.
F. Make certain at this time that the alignment letters {ex: "A"} are all on the front of the vise, facing you.
G. Keeping the top vise body level (you can use level for this step), turn bolts down but do not tighten at this time.
H. With bolts snug, turn barrel carefully to orient the gas block upwards.
I. If you have the R.Banks FAL timing tool, then screw that into the front sight at this time. Thread in until there is no wobble or slack in the tool*, that is far enough.
Place small level (**) on front sight timing tool and rotate the barrel to achieve a level reading on the tool.
(*) Some gas blocks will have looser fitting threads than others. If the tool fits a little loose in a particular gas block, apply one wrap of masking tape to the threads about ½ to ¾" from the end of the threaded shaft. Repeat step I. stopping when taped portion of threads contacts the gas block. Tool should now be snug with no wobble
(**) ZUse a quality, repeatable, hardware store variety level. I do NOT recomend using a machinist level as it will actually be TOO sensitive (bubble moves with less 'tilt') for this application and will complicate the timing process. The sensitivity of the standard, hardware store level will be more than sufficient for the accuracy required for barrel timing.
J. Once barrel is oriented, carefully tighten the vise bolts. Tighten a small amount at a time and alternate between left and right bolts to get barrel clamped securely without disturbing the level – check level as you progress.
Do not overtighten the bolts. Only use the supplied wrench and you should not have to tighten beyond good and tight by hand. Do not use a cheater bar on the hex wrench, If the barrel slips, then loosen the vise and check the fit of the bushing and that you have rosin applied to the bushing. You should not have to force the bolts on even stubborn barrels.
K. Confirm position of timing tool level. If it has moved slightly to one side or the other it is OK. You need simply match this bubble position on the rcvr level in step IIIc.
L. At this point ensure you have not forgotten the HANDGUARD RING. Make sure it is on the barrel with the big end toward the muzzle.
M. Hand tighten the receiver on the barrel and attach your receiver wrench on the receiver.